Sennheiser Manufacturing USA'nın Albuquerque'deki tesisinde, hassasiyet tartışılmaz.
Her hafta, tesis 30,000 baskılı devre kartı (PCB) üretiyor ve bu kartlar, Amerika ve Asya'daki 1,500 profesyonel ses cihazını çalıştırıyor. Üretimde 115 farklı PCB varyantı ile otomasyon, verimliliği ve kaliteyi korumak için gereklidir.
Ancak bir kritik adım manuel kalmıştı: %100 PCB testi.
Üretim arttıkça, test süreci bir darboğaz haline geldi.
İşte Sennheiser'ın bu darboğazı nasıl ortadan kaldırdığı ve test edilen PCB sayısını bir yılda %33 artırdığı.
Sonuçlar bir bakışta

- Bir yılda test edilen PCB sayısında %33 artış
- 115 PCB varyantı tek bir adaptif kavrayıcı ile yönetildi
- %100 PCB test kapsamı korundu
- Gerçek zamanlı cobot KPI izleme uygulandı
- İkinci cobot, üretim verileri kullanılarak gerekçelendirildi
Devam etmek için okumaya devam edin...
Zorluk: Manuel PCB testi bir darboğaz haline geldi
Sennheiser'da her şeyi %100 test ediyoruz,” diyor Üretim Müdürü Steven Nery.
İşlem basit ama tekrarlayıcıydı:
- Bir operatör, bir PCB'yi test cihazına yerleştirir
- Fixture'ı kapatır
- Test döngüsünü bekler
- PCB'yi çıkarır
- Sonraki PCB'yi yükler
Bu işlemi sekiz saat boyunca tekrarlar.
115 PCB türü ve artan üretim talebi ile manuel işlem ölçeklenebilirliği sınırladı. Ekip, şunları yapabilen bir çözüme ihtiyaç duyuyordu:
- Sık parça değişimlerini yönetebilmek
- Farklı PCB boyutlarına ve form faktörlerine uyum sağlamak
- Tutarlı kaliteyi korumak
- Üretimi kesintiye uğratmadan hızlı bir şekilde entegre olmak
Çözüm: Esnek kavrama ve işbirlikçi otomasyon

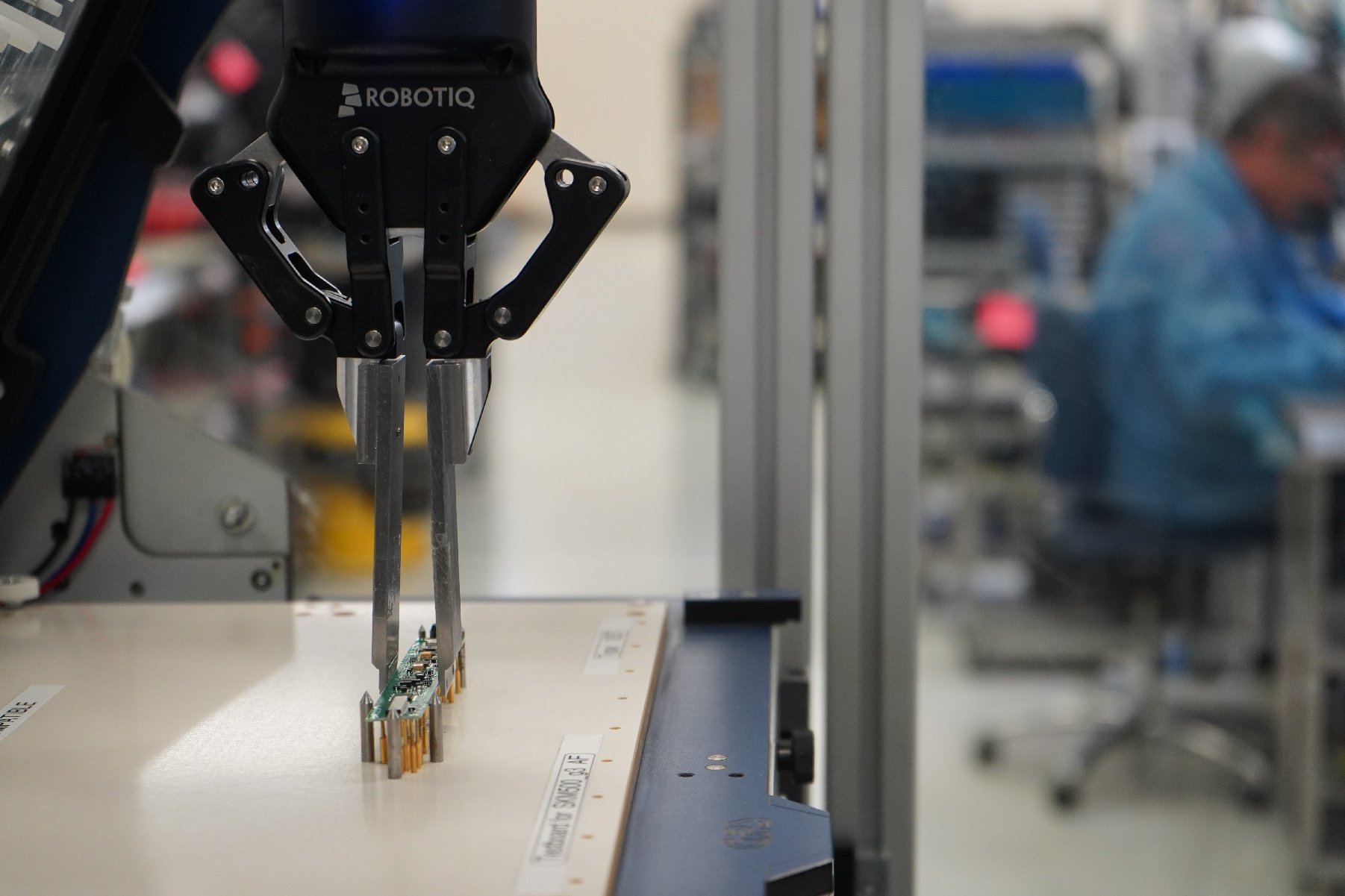
Test Mühendisi Roger Case, otomasyon seçeneklerini araştırmaya başladı. Atılım, Robotiq’ın 2F-85 Adaptif Kavrayıcısı ile geldi.
“Robotiq'ın benzersiz bir çözümü vardı